Характеристика поточного производства, его виды и формы
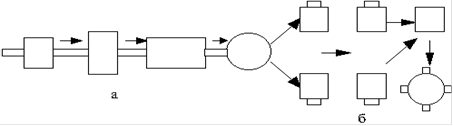
Рисунок 1 - Движение изделия по поточной линии при расположении оборудования: а - одностороннем; б - двухстороннем [2]
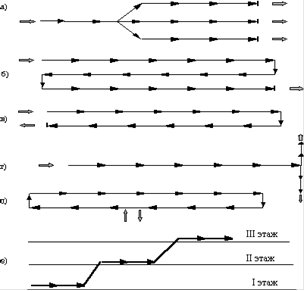
Рисунок 2 - Схемы движения изделий по поточным линиям: а - разветвляющаяся; б - зигзагообразная; в - П-образная; г - Т-образная; д - замкнутая; е - многоуровневая. [2]
поточный производство линия конвейер
Таблица 1. Классификация транспортных средств в поточном производстве [2]
|
Признак |
Характеристика | |||
|
Назначение |
Транспортеры |
Конвейеры | ||
|
Вид привода |
бесприводные: |
приводные: |
автономные: | |
|
склизы желобы тележки |
с электроприводом, гидроприводом, пневмоприводом |
промышленные роботы, роботрейлеры с бортовыми компьютерами и программным управлением | ||
|
Принцип действия |
Механические транспортеры. Пневмотранспорт. Гидротранспорт. Электромагнитный транспорт. Волновой. Гравитационный. На воздушной подушке | |||
|
Конструкция |
Транспортеры и конвейеры: ленточные, роликовые, шнековые, пластинчатые, цепные, тележечные, тросиковые (с тянущей шайбой), спутниковые (палетные) | |||
|
Расположение в пространстве |
Горизонтально замкнутые |
Вертикально замкнутые |
Подвесные |
Смешанные (комбинированные) |
|
Непрерывность действия |
Непрерывные |
Пульсирующие | ||
|
Функция |
Распределительные конвейеры |
Рабочие конвейеры | ||
Для организации поточного производства необходимы достаточно высокий объем производства, устойчивость номенклатуры выпускаемых изделий, высокая технологичность и стабильность конструкций, современный уровень применяемой техники и технологии производства, налаженная система материально-технического обеспечения производства, возможность синхронизации длительности технологических операций.
Организация поточного производства используется на предприятиях, выпускающих продукцию в массовых масштабах. Вместе с тем поточные формы организации производственного процесса могут найти широкое применение и на предприятиях серийного и мелкосерийного типов производства.
Классификация поточных линий:
. По количеству закрепленных деталей:
· однономенклатурные поточные линии, на которых обрабатывается или собирается предмет одного типоразера. Эти линии применяются главным образом в условиях массового производства;
· многономенклатурные поточные линии, на которых одновременно или последовательно изготавливаются предметы различных наименований.
. В зависимости от количества одновременно обрабатываемых объектов одного наименования:
· однопоточные линии, когда изделия обрабатываются поштучно;
· многопоточные линии, когда изделия обрабатываются партиями.
. По степени механизации и автоматизации производственного процесса:
Полезно знать >>>
Основные направления повышения уровня платежеспособности и финансовой устойчивости ОАО Специальное конструкторско-технологическое бюро радиооборудования г. Калуги
Управление финансовой устойчивостью и платежеспособностью - это один из
важнейших факторов функционирования и развития организаций в условиях
развивающейся рыночной экономики. Актуальность этого направления непрерывно
возрастает в соответствии с объективными требованиями растущих объемов
производства и продажи продукции, усложнением хозяйственных связей, условиями
меня ...