Технология литейного производства
Модели литниковой системы предназначены для образования в форме каналов и полостей, служащих для подачи металла, задержки шлака и выхода воздуха из полости формы - рисунок 32, в. Устройство литниковой системы обеспечивает спокойное, безударное поступление металла в форму, предохраняя ее от повреждения.
Подмодельные щитки-плиты служат для размещения на них моделей и установки опоки при изготовлении литейной формы вручную.
На нашем предприятии при машинной формовке эффективно применение тщательно обработанных деревянных или металлических модельных плит с прочно укрепленными на них или выполненными за одно целое, моделями деталей и элементами литниковой системы - рисунок 32, г.
Опоки - деревянные или металлические рамки, каркасы, основное назначение которых состоит в удерживании песчано-глинистой смеси, обеспечении достаточной прочности и жесткости формы при ее изготовлении, транспортировке и заливке металла.
Формовочные и стержневые смеси в основном состоят из кварцевого песка определенной зернистости и жароупорности.
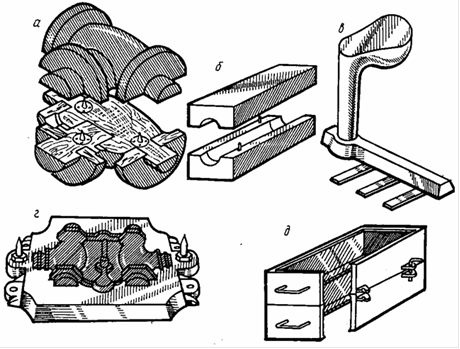
а - модель детали; б - стержневой ящик; в - модель литниковой системы; г - подмодельная плита; д - опока
Рисунок 32 - Модельная оснастка
Формовочные и стержневые смеси должны обладать пластичностью и газопроницаемостью, а формы и стержни, изготовленные из них,- достаточной прочностью. Эти свойства достигаются добавкой к основному материалу глины, льняного масла, декстрина, жидкого стекла, а также деревянных опилок или торфяной крошки. Увлажненная глина добавляется как связующее вещество.
Опилки, торфяная крошка, выгорая после заливки металла в формы, образуют дополнительные поры, увеличивающие газопроницаемость смеси.
Масляные крепители (олифа, льняное масло) обычно добавляют в стержневые смеси, которые должны обладать более высокой, по сравнению с формовочными, прочностью. Приготовление формовочных и стержневых смесей производится в землеприготовительных отделениях литейного цеха и включает операции предварительной подготовки (подсушивания, помола), дозирования исходных материалов и тщательного перемешивания их до получения однородного состава, на ОАО «Сибинстрем» эти операции механизированы. Приготовленные смеси подвергают вылеживанию в бункере для более равномерного распределения влаги, а затем, после разрыхления и контроля полученных свойств, транспортируют к рабочим местам формовщиков.
По назначению формовочные смеси подразделяют на облицовочные, наполнительные и единые. Облицовочные смеси, непосредственно соприкасающиеся с жидким металлом, приготавливают из более качественных свежих материалов. Наполнительной служит бывшая в употреблении (горелая) смесь. В нашем случае формы изготовляют из единой смеси, материалом для которой является бывшая в употреблении смесь со свежими добавками песка, глины, крепителей и пр.
Изготовление стержней может производиться набивкой стержневой смеси в ящик и трамбовкой вручную или машинным способом. Машинное приготовление стержней осуществляется на прессовых, встряхивающих, пескометных и других стержневых машинах. Сибирский ремонтно-инструментальный завод стержни изготавливает на поточных линиях, состоящих из стержневых машин, сушильных печей и различных транспортирующих устройств. Отформованные сырые стержни сушат при температуре 160 - 300 °С в сушильных печах или камерах для придания им высокой прочности.
Формовка - наиболее сложная и трудоемкая операция производства отливок в разовых песчано-глинистых формах. Трудоемкость изготовления литейных форм составляет 40 - 60 % от общей трудоемкости получения отливок.
На ОАО «Сибинстрем» применяется машинная формовка и ручная формовка. Понятие «ручная формовка» несколько устарело, так как многие работы (подача формовочной смеси, трамбовка, извлечение моделей, поворот и перемещение опок) в настоящее время механизированы.
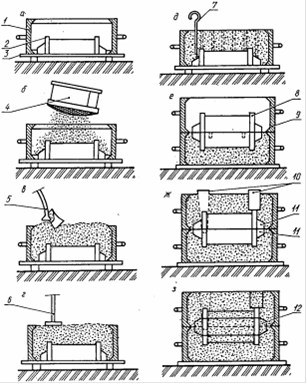
Рисунок 33 - Технологический процесс формовки втулки
Рассмотрим последовательность ручной формовки для отливок детали типа втулки.
Полезно знать >>>
Оптимизация структуры капитала предприятия на примере ОАО Нефтекамский хлебзавод
капитал экономический стоимость оценка
С позиций финансового менеджмента капитал предприятия характеризует общую
стоимость средств в денежной, материальной и нематериальной формах,
инвестированных в формирование его активов.
Капитал предприятия является основным фактором производства. В
экономической теории выделяют три основных фактора производства, обеспечивающих
хо ...