Технология литейного производства
Одним из самых распространенных способов, используемых в производстве отливов из цветных материалов, является центробежное литье. Путем технологии центробежного литья удается получить качественные исходные продукты, в частности, бронзовые вкладыши. Технологические возможности центробежных машин ОАО «Сибинстрем» позволяют получать отливки диаметром от 60 до 650 мм при максимальной массе отливки до 1000 кг.
Предприятие предлагает воспользоваться производственными мощностями по изготовлению отливок из цветных сплавов, с дальнейшей механообработкой, по чертежам заказчика. (Продукция - втулки, вкладыши, шайбы, планки, кольца, подпятники, зубчатые венцы и др.)
В нашем меднолитейном производстве реализуется в основном три вида технологий изготовления отливок из цветных сплавов:
- центробежным литьем;
- получение отливок заливкой в песчаные формы - формовка в землю и в опоках размерами до 2,5 Х 2,5 м.;
- кокильное литье (в т.ч. слитки для поковок).
Технологические возможности центробежных машин позволяют получать отливки диаметром от 60 до 650 мм при максимальной массе отливки до 1000 кг. При отливке в песчаные формы с использованием опок максимальная масса отливки до 1800 кг диаметром до 2000 м. Возможны максимальные отливки до 2300 кг.
На сегодняшний день предприятие производит сплавы цветных металлов 3-х групп:
1) Алюминиевые бронзы - БрА10ЖЗМц2, БрА9Ж3Л, БрАЖМц10-3-1,5 и др.
2) Оловянные бронзы - БрО8С12, БрО8С21, БрО5Ц5С5, БрО10Ц2Н2, БрО10Ф1.
) Латуни ЛЦ38Мц2С2, ЛЦ23А6Ж3Мц2, ЛМЦА 57-3-1.
Химические и механические свойства отливок согласно ГОСТ с приложением сертификатов.
Черное литье
При всем разнообразии приемов литья, сложившихся за длительный период развития его технологии, принципиальная схема технологического процесса литья практически не изменилась за более чем 70 веков его развития и включает четыре основных этапа: плавку металла, изготовление формы, заливку жидкого металла в форму, извлечение затвердевшей отливки из формы.
Литье в разовые песчано-глинистые формы является наиболее распространенным и относительно простым способом получения отливок. Разовые песчано-глинистые формы могут быть приготовлены либо непосредственно в почве (в полу литейного цеха) по шаблонам, либо в специальных ящиках-опоках по моделям. В почве получают отливки крупногабаритных деталей (станин, колонн и т.д.), более мелкие отливки обычно получают в опочных формах.
Внешнее очертание отливок соответствует углублениям формы, отверстия получают за счет стержней, вставляемых в полость формы.
Технологический процесс производства отливок в опочных формах, представленный на рисунке 31, состоит из трех стадий: подготовительной, основной и заключительной.
Модельная оснастка, изготовленная в модельных цехах, представляет собой приспособления, с помощью которых изготовляют формы и стержни. К оснастке относятся модели деталей, подмодельные щитки, стержневые ящики, модели элементов литниковой системы и опоки.
Модели на рисунке 32, а служат для получения полости в земляной форме, которая по размерам и внешним очертаниям соответствует будущей отливке. Так как металл после затвердевания усаживается (уменьшается в объеме), размеры модели делают несколько большими.
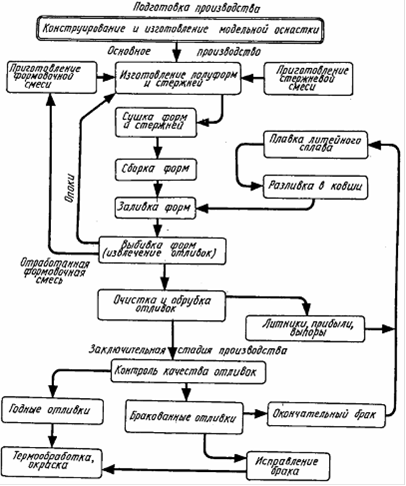
Рисунок 31 - Технологический процесс производства отливок в опочных формах
Изготовляют модели из дерева, пластмассы или металла. Выбор материала зависит от условий производства и требований, которые предъявляют к отливке в отношении точности размеров и чистоты поверхности. Для того чтобы модели легко извлекались из формы, их делают с формовочными уклонами и часто разъемными, из двух и более частей, легко скрепляемых при помощи шипов.
Для получения отливок с отверстиями или углублениями на моделях в соответствующих местах предусматривают выступы - стержневые знаки, которые оставляют в форме отпечатки для установки стержней. Место, занимаемое в форме стержнем, не заполняется металлом и в отливке после удаления стержня образуется отверстие или углубление. Стержни изготовляют из особой стержневой смеси, набивая ее вручную или машинным способом в стержневые ящики - рисунок 32, б. При этом учитывают изменение размеров отливки при затвердевании металла. Размеры стержней должны быть меньше отверстий на величину усадки металла. В зависимости от сложности изготовления стержневые ящики делают цельными и разъемными. При небольших партиях стержней ящики делают из дерева, в массовом производстве, особенно при повышенных требованиях к точности литья, применяют металлические ящики (чугунные или из алюминиевых сплавов).
Полезно знать >>>
Оптимизация расчетов с покупателями и заказчиками и разработка рекомендаций по повышению эффективности расчетных отношений
В настоящее время большое внимание уделяется расчетам за
продукцию, товары и услуги с покупателями и заказчиками. Это обусловлено тем,
что постоянно совершающийся кругооборот хозяйственных средств вызывает
непрерывное возобновление многообразных расчетов. Одним из наиболее
распространенных видов расчетов как раз и являются расчеты за товары, сырье,
материалы, прочие ма ...