Технология литейного производства
На подмодельный щит 3, рисунок 33, а, укладывается половина модели 2 и устанавливается нижняя опока, затем сквозь сито 4 на поверхность модели наносится противопригарный припыл - древесно-угольная пыль, графитовый порошок - рисунок 33, б. Лопатой 5 наносят на модель облицовочную формовочную смесь, а затем засыпают всю опоку наполнительной формовочной смесью - рисунок 33, в. Ручной или пневматической трамбовкой 6 уплотняют смесь - рисунок 33, г, сгребают ее остатки и накалывают душником (шилом) 7 отверстия для лучшего выхода газов - рисунок 33, д. Затем нижнюю опоку с заформованной моделью переворачивают на 180° устанавливают вторую половину модели 8 и верхнюю опоку 9 - рисунок 33, е. После установки моделей литниковой системы 10 в той же последовательности заформовывают верхнюю опоку - рисунок 33, ж. По окончании формовки опоки разнимают, осторожно удаляют модели, поправляют обрушившиеся места формы припыливают ее изнутри и, уложив в нижнюю полуформу на место знаков 11 стержень 12 - рисунок 33, з, вновь устанавливают верхнюю полуформу на нижнюю и скрепляют их при помощи болтов, струбцин или просто придавливают грузом, чтобы предотвратить прорыв металла по плоскости разъема формы. В таком виде литейная форма готова для заливки металла. Для получения крупных отливок полуформы перед сборкой сушат при температуре 350 °С в течение 6 - 20 часов в зависимости от габаритов формы.
Машинная формовка экономически целесообразна, когда формовочные машины загружены в течение не менее 40 - 60 % рабочего времени. Однако машинная формовка экономически оправдывает себя, если применяются быстросменные модельные плиты. В этом случае смена моделей производится за 1,5 - 2 мин, т.е. за короткое время можно перестраиваться на получение новых отливок.
Сущность машинной формовки заключается в механизации основных операций: установки модельных плит и опок, наполнения опок формовочной смесью, уплотнения смеси и удаления моделей из форм.
По способу уплотнения смеси формовочные машины делятся на прессовые, встряхивающие, пескометные - рисунок 34 и комбинированные (встряхивающие с подпрессовкой или прессовые с вибратором).
Прессовые машины являются наиболее простыми и производительными, но дают неравномерное уплотнение смеси по высоте опоки, встряхивающие машины менее производительны, но в сочетании с подпрессовкой позволяют более равномерно уплотнять землю даже в высоких и больших по площади опоках. Пескометы применяют для набивки средних и крупных опок.
Они отличаются большой производительностью (до 50 - 70 м3/ч) и обеспечивают наиболее равномерное уплотнение земли по высоте опоки.
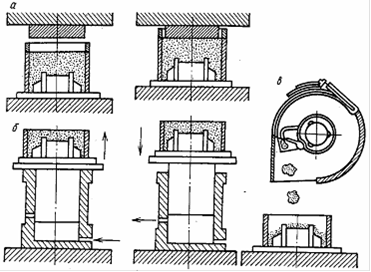
а - прессовые; б - встряхивающие; в - пескометные
Рисунок 34 - Формовочные машины
Машинная формовка не только облегчает труд рабочих-формовщиков, но и дает возможность повышать производительность труда, получать более точные отливки с меньшими припусками на механическую обработку, снижать брак.
В общей трудоемкости изготовления отливок на процессы плавки и заливки металла в формы приходится около 7 - 10 %. Тем не менее, эти процессы являются особо ответственными, так как оказывают решающее влияние на качество и себестоимость отливок.
Важнейшими литейными сплавами являются чугун (серый, высокопрочный), сталь (углеродистая, легированная), медные сплавы (бронза, латунь) и другие.
Наилучшим комплексом литейных свойств обладают серый чугун, бронза. Плавка чугуна производится преимущественно в вагранках и шахтных печах. Вагранка представляет собой вертикальную шахту-печь непрерывного действия, работающую на литейном каменноугольном коксе и воздушном дутье.
Производительность вагранки в зависимости от ее размеров составляет 1 - 30 т/ч, максимально достижимая температура - 3400 - 1420°С.
Интенсификация процесса плавки в вагранке осуществляется применением горячего (400 - 500°С) дутья воздухом, обогащенным кислородом.
Индукционные печи для выплавки чугуна, работающие на токах промышленной частоты, являются наиболее перспективными плавильными агрегатами. Их применение позволяет выплавлять чугун однородного состава с высокими механическими свойствами и тем самым значительно снизить массу отливок. Высокая температура нагрева в индукционных печах дает возможность использовать недорогостоящие стальные отходы и путем науглероживания их получать чугун необходимого химического состава.
Полезно знать >>>
Определение потенциальных резервов экономической эффективности СК ВВТ ОАО Ленское объединенное речное пароходство
Наибольшее влияние кризисы оказывают на промышленные предприятия. В таких
фирмах кризисы могут длиться от 5 лет и больше (в зависимости от отрасли).
Первоочередная причина кризиса - сокращение совокупного спроса. Это
вызывает сокращение производства, занятости, инвестиций. Выход из такого
состояния возможен по следующим направлениям:
§ по линии внешних инвестиций ...